
Automotive
Surface defects, dimensional checks, and assembly completeness on stamped metal parts and interior trim components.
See automotive inspections
Eolvision mounts at your end-of-line station. Every part gets inspected in under 200ms. Pass, fail, or review — verdict pushed to your MES before the part leaves the conveyor.
Defective parts escaping manual visual inspection on a 4-shift line.
Automated 100% coverage catches what visual fatigue misses.
Average cost of a single automotive field recall per defective part escaped.
Verdict before the part ships, not after the claim arrives.
Inspection must not slow the line.
Eolvision decision latency: under 200ms per part at full conveyor speed.
Four steps from camera capture to MES record. No line stoppage. No manual handoff.
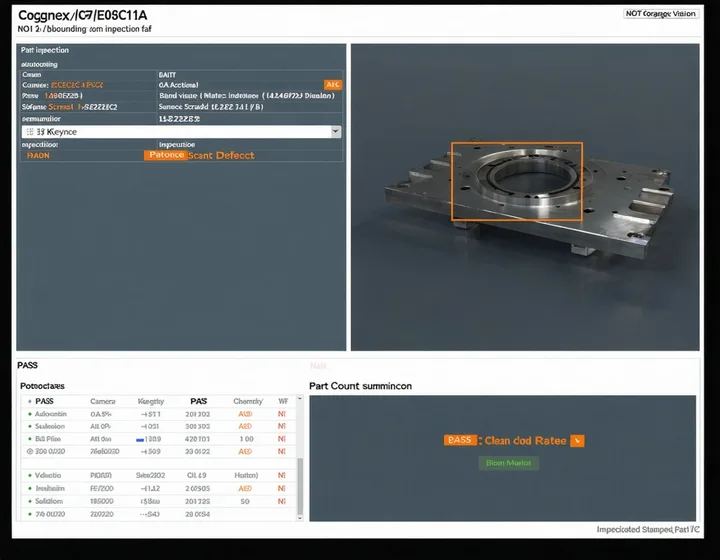
Camera array captures every part at the end-of-line station as it passes the inspection zone.
Eolvision software classifies the image in under 200ms using a model trained on your specific part geometry.
Pass, Fail, or Review verdict sent to PLC discrete output and MES record — before the part leaves the conveyor.
Defect images and reject counts aggregate in Eolvision dashboard. QC team reviews trends by shift, part number, and defect type.
Eolvision is deployed across three primary industry verticals, each with a distinct defect profile and inspection requirement.
Surface defects, dimensional checks, and assembly completeness on stamped metal parts and interior trim components.
See automotive inspections
Solder joint integrity, component presence and orientation, and connector insertion verification at PCB final assembly.
See electronics inspections
Label placement accuracy, fill level, cap and seal integrity, and date code legibility at 200–1,200 units per minute.
See CPG inspectionsEolvision connects to your plant systems via OPC-UA, Modbus TCP, and REST API. No custom middleware. Install without a line stoppage — the camera station adds to your existing conveyor.
Enter your production volume, current escape rate, and cost per escape. Get an estimated annual savings figure in under two minutes.
Open ROI Calculator
Eolvision pairs with industrial-grade cameras from Cognex, Basler, and Allied Vision. IP67-rated enclosures handle washdown environments. Ring, coaxial, and structured-light illumination options are configured to your specific defect type and part geometry.

"Every plant manager I talked to had the same story: a defective part gets through manual QC, reaches the customer, and costs ten times what inspection would have cost. We built Eolvision so that story ends at the end of the line."
Eolvision is configured per customer — camera type, lighting, model, and integration path are set for your specific parts and defect catalogue. Not a generic product.